客户服务
销售热线
Tom:13701482329
Anna:15251960717
Anna:15251960717
销售客服
微信客服

,RFID阅读器,RFID标签")

技术文档:![]()
功能概述:
BLE/RFID仓库管理系统,是利用BLE/RFID相关软硬件技术,来实现物资的实时监控与管理的系统。基于RFID的仓库管理系统可以减少生产运营成本,缩短时间周期,大大降低人工采集的误差,提高运营效率,并可实时的储存生产过程信息,满足产品可塑性追求。
仓库管理系统对仓库到货检验、入库、出库、调拨、移库移位、库存盘点等各个作业环节的数据进行自动化的数据采集,进行扫描,对产品进行出入库的管理。每个出库入库的产品上都贴了RFID标签,然后用RFID设备对标签保证仓库管理各个环节数据输入的速度和准确性,确保企业及时准确地掌握库存的真实数据,合理保持和控制企业库存。
应用范例:
1.服装工厂的仓库管理
2.医药厂的仓库管理
3.机械厂的仓库管理
系统说明:
仓库管理系统是由RFID阅读器,RFID标签,仓库管理软件,计算机终端和电脑显示器件组成。
该系统采用的是无源超高频RFID技术,其阅读器主要技术指标为:
|
工作频率 |
860 MHz~960MHz |
|
技术认证 |
ISO 18000-6B,ISO 18000-6C |
|
读取距离 |
0~8m |
|
写入距离 |
0~4m左右 |
|
工作温度 |
-20℃~80℃ |
|
存储温度 |
-40℃~85℃ |
|
湿度 |
5%~95%(无凝结) |
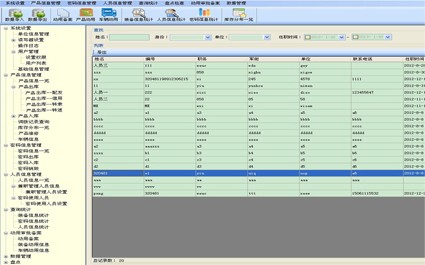
操作人员可以使用仓库管理软件的后台部分进行一些基本资料的修改,如下图所示:

系统特点:
1.全方位的物流资源管理
2.完善的物品管理体系
3.网状的多级别的仓库管理
4.融合先进的管理模式
运用环境:
操作系统:Windows 2000以上的系统
数据通信:一般采用10/100以太网和RS232串口
二次开发:
提供二次开发的SDK
开发环境:
Visual Studio 2005及以上
Framework 2.0及以上
成功案例:
1.江苏某军队的仓库管理
2.无锡某公司的仓库管理